
設備稼働率とは、設備がどれだけ価値ある生産に使われているかを確認するための指標です。
製造業の現場では、「設備が動いていた時間」だけを見ても、実際の生産性は正しく把握できません。
設備が止まっていたのか、動いていても速度が落ちていたのか、不良品を作っていたのかによって、取るべき改善策は大きく変わります。
そのため、設備稼働率を考える際には、次の3つに分解して見ることが重要です。
- 時間稼働率
- 性能稼働率
- 良品率
これらを掛け合わせたものが、設備総合効率、いわゆるOEEです。
OEE=時間稼働率 × 性能稼働率 × 良品率
停止ロス、チョコ停・速度低下、不良ロスのどこに問題があるかを切り分けることで、設備稼働率の改善に向けた取り組みが明確になります。
目次
設備稼働率とは?
製造業の管理層や経営層とお話ししていると、「稼働率を知りたい」というご要望をよく伺います。
しかし、実際には「稼働率」という言葉が何を指しているのかが、明確に定義されていないケースも少なくありません。
例えば、単に設備が通電していた時間を見たいのか、生産していた時間を見たいのか、良品を作っていた時間を見たいのかによって、必要なデータは変わります。
手元にあるデータだけで稼働率を算出してしまうと、本来知りたかった数字とは異なる結果になることがあります。
その数値を改善指標として使おうとしても、精度が低ければ、現場改善に使える重みのある指標にはなりません。
そのため、設備稼働率を考える際には、まず「何のために稼働率を知りたいのか」を明確にすることが重要です。
設備稼働率は3つに分解して考える
設備稼働率の中でも、最も多くの要素を含む指標が【設備総合効率(OEE)】です。
OEEは、次の3つに分解できます。
- 時間稼働率
- 性能稼働率
- 良品率
それぞれの指標を見ることで、設備のどこにロスが発生しているのかを把握しやすくなります。
① 時間稼働率
時間稼働率とは、負荷時間に対して、実際に設備が稼働していた時間の割合を示す指標です。
稼働率を算出するうえで、稼働時間の母数となる時間を負荷時間と呼びます。この負荷時間は、次の2つに分けられます。
- 稼働時間
- 停止ロス
停止ロスには、設備故障による停止時間や、段取り替えによって設備が止まっている時間などが含まれます。
時間稼働率は、比較的データを収集しやすく、算出しやすい指標です。
例えば、段取り時間短縮の取り組みを進めている場合には、改善効果を確認するための指標として有効です。
② 性能稼働率
性能稼働率とは、稼働時間に対して、設備が本来の性能に近い状態で生産できていた時間の割合を示す指標です。
稼働時間は、さらに次の2つに分けられます。
- 正味稼働時間
- 性能ロス
性能ロスには、チョコ停や速度低下によるロスが含まれます。
例えば、設備が止まらずに動いていたとしても、本来の速度よりも遅いスピードで生産していた場合、十分に能力を発揮できているとは言えません。
また、短時間の停止を何度も繰り返している場合も、実質的な生産能力は低下しています。
このような問題を把握するために有効なのが、性能稼働率です。
③ 良品率
良品率とは、正味稼働時間に対して、価値ある良品を生産していた時間の割合を示す指標です。
正味稼働時間は、さらに次の2つに分けられます。
- 価値稼働時間
- 不良ロス
不良ロスには、不良品を生産してしまった時間や、手直しにかかっている時間が含まれます。
設備が稼働していて、一定の速度で生産できていたとしても、不良品が多ければ生産性は高いとは言えません。
また、不良品の手直しに多くの時間を使っている場合も、現場全体の効率を下げる要因になります。
良品率は、不良や手直しによるロスを明らかにするための指標です。
良品率の詳しい管理方法については良品率を管理して生産性を向上させる方法をご覧ください。
設備稼働率の計算式
時間稼働率、性能稼働率、良品率を掛け合わせることで、設備総合効率を算出できます。
設備総合効率(OEE)=時間稼働率 × 性能稼働率 × 良品率
OEEを見ることで、負荷時間全体に対して、設備が価値ある良品を生産していた時間の割合を把握できます。
つまり、OEEは単なる「設備が動いていた割合」ではなく、停止ロス、性能ロス、不良ロスを含めた総合的な設備稼働率を示す指標です。
設備稼働率を知るためには「時間」を知る必要がある
ここまで見てきた通り、設備稼働率を正しく算出するためには、それぞれの時間を把握する必要があります。
例えば、次のようなデータが必要になります。
| 把握したい内容 | 必要なデータ例 |
| 停止ロス | 故障時間、段取り時間、待機時間 |
| 性能ロス | チョコ停回数、短時間停止時間、速度低下時間 |
| 不良ロス | 不良数、手直し時間、廃棄数 |
| 稼働状況 | 設備データ、作業日報、生産実績 |
設備からデジタルデータを取得する方法もあれば、作業日報や検査記録をもとに集計する方法もあります。
重要なのは、何を稼働時間とし、何を停止時間やロス時間として扱うのかを、あらかじめ明確に定義しておくことです。
設備稼働率を知ることは、時間を知ることです。
何のために【稼働率】を知るか
設備稼働率を数値化すること自体は、目的ではありません。
重要なのは、数値化した設備稼働率を使って、現場の改善につなげることです。
ところが、実際の現場では「とりあえず稼働率を見たい」という状態のまま、目的が明確になっていないケースがあります。
この状態で数値を集めても、改善活動にはつながりにくくなります。
例えば、段取り時間を短縮したいのであれば時間稼働率を見るべきです。
チョコ停や速度低下を減らしたいのであれば性能稼働率を見る必要があります。
不良や手直しを減らしたいのであれば良品率を見るべきです。
設備稼働率を活用するためには、まず次の問いを整理することが重要です。
- 何を改善したいのか
- どのロスが現場の課題なのか
- どの指標を改善目標にするのか
- どのデータをどのように集めるのか
目的が明確になって初めて、設備稼働率は現場改善に使える指標になります。

設備稼働率を改善する3つのステップ|現場でよくある停滞要因と対策
設備稼働率を改善するためには、やみくもに対策を打つのではなく、現場の状態を正しく把握し、停止要因を分類したうえで、優先順位をつけて取り組むことが重要です。
ここでは、製造業の現場で実践しやすい3ステップを紹介します。
ステップ1:現状を把握する
まずは、設備稼働率の現状を数値で把握します。
このとき、単に「稼働率が低い」と見るのではなく、時間稼働率、性能稼働率、良品率のどこに問題があるのかを分けて確認します。
例えば、チョコ停が多い現場では、停止時間が短すぎて日報に記録されず、実態が見えにくいことがあります。
この場合は、設備データや簡易的な記録表を使って、短時間停止の回数や発生タイミングを見える化することが有効です。
ステップ2:停止要因を分類する
次に、設備稼働率を下げている要因を分類します。
代表的な分類は、停止ロス、性能ロス、不良ロスです。
これらを分けずに改善を進めると、対策が曖昧になり、現場の取り組みが続きにくくなります。
例えば、段取り替えに時間がかかっている場合は、停止ロスとして扱います。
この場合、工具や治具の準備を外段取り化する、作業手順を標準化する、段取り作業の役割分担を見直すといった対策が考えられます。
ステップ3:優先順位を決めて対策を実装する
最後に、影響の大きいロスから優先順位を決め、改善策を実装します。
すべての課題に一度に取り組むのではなく、設備稼働率への影響が大きく、現場で着手しやすいテーマから始めることが重要です。
例えば、設備故障による停止が多い場合は、故障後に対応するだけでなく、点検項目や交換周期を決めて保全計画を作成します。
予防保全を計画化することで、突発停止を減らし、安定した稼働につなげやすくなります。
設備稼働率の改善は、一度の対策で完了するものではありません。
現状把握、要因分類、対策実装を繰り返すことで、現場に合った改善活動として定着していきます。
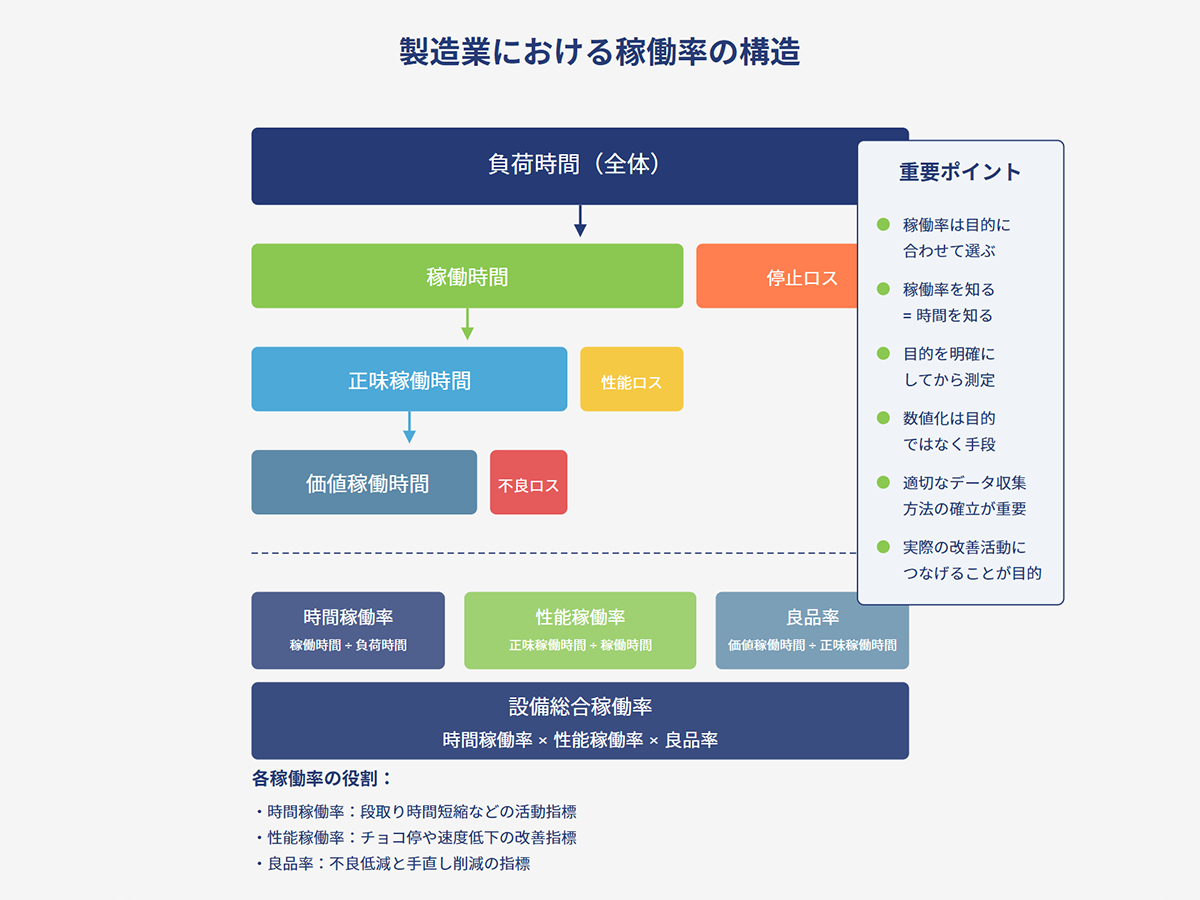
製造業における稼働率の構造
製造業における設備稼働率は、負荷時間をどのように分解するかで整理できます。
| 時間の区分 | 内容 | 関連する指標 |
| 負荷時間 | 生産に使う予定だった全体時間 | 設備総合効率の母数 |
| 稼働時間 | 実際に設備が稼働していた時間 | 時間稼働率 |
| 停止ロス | 故障、段取り、待機などで止まっていた時間 | 時間稼働率の改善対象 |
| 正味稼働時間 | 本来の性能に近い状態で生産していた時間 | 性能稼働率 |
| 性能ロス | チョコ停、速度低下などによるロス | 性能稼働率の改善対象 |
| 価値稼働時間 | 良品を生産していた時間 | 良品率 |
| 不良ロス | 不良、手直し、廃棄などによるロス | 良品率の改善対象 |
各稼働率の役割は、次のように整理できます。
| 指標 | 主な役割 |
| 時間稼働率 | 段取り時間短縮、故障停止削減などの活動指標 |
| 性能稼働率 | チョコ停や速度低下の改善指標 |
| 良品率 | 不良低減や手直し削減の改善指標 |
| 設備総合効率(OEE) | 設備が価値ある生産に使われている割合を示す総合指標 |
さいごに
設備稼働率を取ること、つまり数値化することは、目的ではなく手段です。
重要なのは、何のために設備稼働率を知りたいのかを明確にし、その目的に合った指標を選ぶことです。
設備稼働率を、時間稼働率、性能稼働率、良品率に分けて見ることで、停止ロス、性能ロス、不良ロスのどこに課題があるのかを把握しやすくなります。
そのうえで、現状把握、停止要因の分類、対策実装という3ステップで改善を進めれば、現場での取り組みも具体化しやすくなります。
設備稼働率は、単なる管理指標ではありません。
現場の課題を見える化し、生産性向上につなげるための実践的な改善指標です。
中小企業の製造業コンサルティングは、GEMBAコンサルティングにご相談ください。
<関連記事>
動画もぜひご確認ください。
お客様の声のご紹介
お客様へのインタビュー動画をご紹介しています。お気軽にご相談いただけますと幸いです!
一緒に読んでいただきたい関連記事
- 栃木県【ものづくり革新技術導入伴走支援事業】キックオフセミナーに登壇します
- 製造業DXの落とし穴|RPA導入が「ムダの自動化」になっていませんか?3つの罠と改善の進め方

- 改善提案のネタが出ない時の発想法|現場で再現性ある3ステップ
- 改善提案ノルマがしんどい現場へ|「強制感」を下げる運用設計5つ
- 品質管理(QC)と品質保証(QA)の違い|定義・役割・関係を1枚図で整理
- 弊社代表 大原健佑が、長野県工業会主催「記念講演会」に登壇します
- 須坂市「品質管理入門講座」に登壇します 〜初心者向け2日間実践型ワークショップ〜
- 【ウェビナー登壇のお知らせ】2026年04月27日(月) 10:30-11:30
- 製造業コンサルタントが教える課題形成力育成のポイント







